

Автоматический кромкооблицовочный станок PE-668JSU (PE-3D8J-SURJ) 2 клея, Nesting
Цену уточняйте
- В наличии

Купить кромкооблицовочный станок
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ:
| Толщина кромкооблицовочной ленты | 0,4-3 мм |
| Рабочее давление | ≥ 0,7 Мпа |
| Ширина кромкооблицовочной ленты | 12-65 мм |
| Диаметр пылевсасывающего отверстия | Ø100 мм×5 |
| Толщина плиты | 10-60 мм |
| Общая мощность | 20 кВт |
| Ширина плиты | ≥ 60 мм |
| Вес | 2700 кг |
| Скорость подачи | 0-23 м/мин |
| Габаритные размеры | 6500×1050×1750 мм |
ПРЕИМУЩЕСТВА И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
 |
Разделительная жидкость |
 |
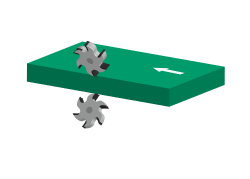
Алмазная прифуговка |
 |
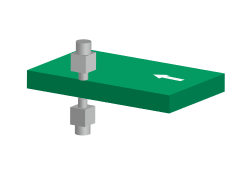
Клеенаносящий узел и группа прижима |
 |
Торцовочный узел |
 |
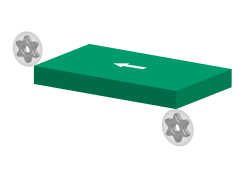
Фрезерный узел |
 |
Узел обработки углов |
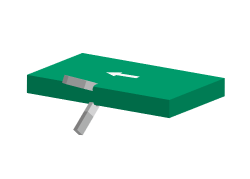 |
Циклевка+ гибкая циклевка |
 |
Очистительная жидкость |
 |
Полировка |
ЭТАПЫ ПРОИЗВОДСТВА СТАНКА
 |
СВЕРХПРОЧНАЯ СТАНИНА Сварена из стали толщиной 16 мм с применением роботов, что дает стабильно высокое качество сварки. |
 |
ИСКУССТВЕННОЕ СТАРЕНИЕ Термообработка станины позволяющая снять с нее все внутренние напряжения металла, возникающие в процессе сварки и превращающая станину в единое целое. |
 |
ДРОБЕСТРУЙНАЯ СИСТЕМА УДАЛЕНИЯ РЖАВЧИНЫ Перед окраской станины полностью очищает станину от окислений, загрязнений и жировых наслоений, образовавшихся в момент производства, хранения и перевозки материала. |
 |
ОБРАБОТКА СТАНИНЫ Все операции: фрезерования базовых мест под установку узлов, сверление отверстий и т.д. производятся на одном пяти осевом обрабатывающем центре за один установ станины. Что приведет к абсолютной точности установки рабочих узлов станка. |
 |
СБОРОЧНЫЙ УЧАСТОК Разбит на технологические участки самой сборки – участок подготовки для монтажа электропроводки и компонентов, участок установки рабочих узлов, участок установки кабин, участок пуско-налодочных работ. На каждом этапе работ производится жесткий контроль качества. |
КОМПЛЕКТАЦИЯ СТАНКА
- Патрубки аспирации для обрабатывающих групп расположены сверху станка;
- Подвижный пульт управления со стороны входа в станок для удобства оператора;
- Электрошкаф расположен внутри станины и имеет дверцу для легкого доступа при осуществлении сервисных работ;
- Подающий транспортер с пластинами, покрытыми резиной с высоким коэффициентом сцепления, закрепленными на 28А-1 промышленной цепи;
- Перемещение пластин транспортера происходит по двум шлифованным закаленным направляющим, обеспечивающим прямолинейность перемещения и устойчивость к боковым нагрузкам;
- Суппорт с поддерживающими роликами расположен параллельно подающей ленте. Суппорт имеет длину на весь станок и может выдвигаться благодаря телескопической системе раскрытия. Поддерживающие пластиковые ролики снабжены стальными шарнирами;
- ИК лампа подогрева детали подогревает поверхность детали непосредственно перед нанесением клея. В следствие чего улучшается проникновение клея в материал, повышается качество приклеивания кромочного материала к поверхности плиты.
- Устройство нанесения антиадгезионной жидкости устанавливается перед узлом прифуговки. Наносит на плоскость заготовки специальную жидкость предотвращающую налипание клея на лицевую поверхность заготовки.
- Устройство распыления очищающей жидкости устанавливается перед полировальным узлом, повышает чистоту детали и качество полировки наклеенной кромки, способствует лучшему удалению разделительной жидкости.
 |
Цветной сенсорный монитор DELTA (Тайвань)
Графическое представление всех обрабатывающих узлов и их состояния (вкл/выкл). Управление обрабатывающими узлами и автоматический запуск двигателей. Контроль и регулирование температуры клея. Выбор первого или второго прохода без необходимости смены программы. Помощь в диагностике неисправностей. Частичные и абсолютные статистические показатели: количество обработанных деталей и израсходованной кромки, количество запусков станка и время наработки подающего транспортера. |
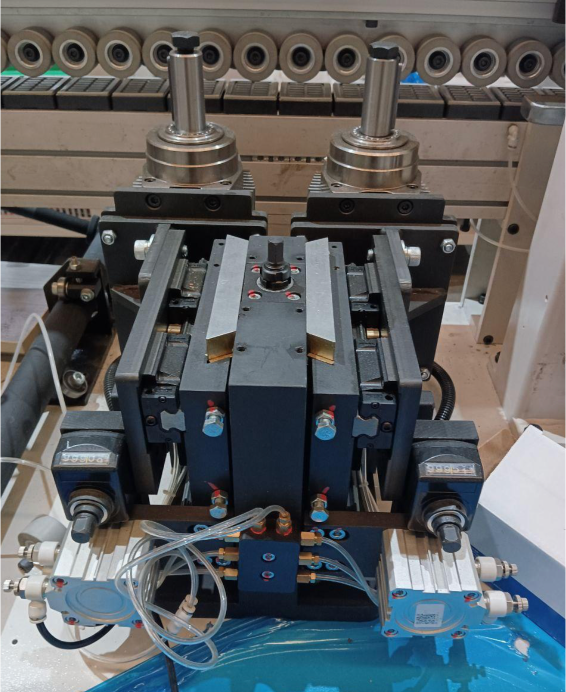 |
Узел предварительного фрезерования
Подготавливает торцевую поверхность плиты к дальнейшему нанесению клея. При помощи двух алмазных фрез, вращающихся на встречу друг другу для предотвращения сколов, срезают заданную величину с плиты, тем самым убирает возможные сколы, «ступеньки» оставшиеся после распила или припухлости панели после длительного хранения. Узел имеет два высокочастотных двигателя. Перемещение узла происходит по ТНК направляющим, а также оснащен централизованной системой смазки направляющих! Удобная регулировка узла по высоте, позволяет существенно дольше поддерживать инструмент в рабочем состоянии. Удобная регулировка фрез относительно друг друга, экономит время при перенастройке станка после замены фрез. Ввод в работу синхронизирован. |
 |
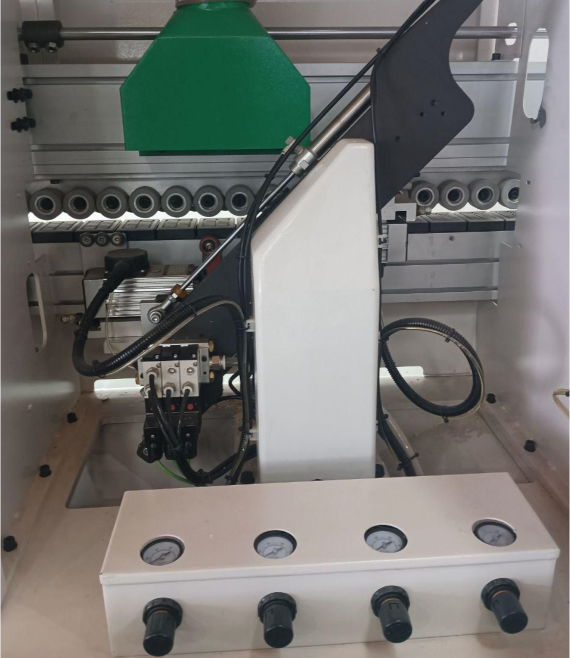
Клеевая ванна для EVA и PU клея расплава
Позволяет выполнять быстрый переход между типами/цветами применяемого клея. Подача клея в ванну ведется из устройства предварительного плавления для клея.
|
 |
Торцовочный узел
Выполняет торцевание передних и задних свесов кромки (также работает с деталями пост/софт-форминг).
|
 |
Узел снятия свесов
Узел имеет мощную конструкцию, опирается на станину, имеет высокую пространственную жесткость.
|
 |
Узел радиусной циклевки
Узел устраняет следы от фрез (волнистость) при работе с пластиковыми кромками. Имеет мощную конструкцию, опирается на станину, имеет высокую пространственную жесткость.
|
 |
Устройство обработки клеевого шва (Клеевая цикля)
Удаляет остатки клея в месте клеевого шва. По желанию клиента возможна комплектация разными видами клеевой цикли.
Узел циклевания оснащен механизмом (пневматический зажим)отделения стружки от заготовки после циклевания. |
 |
Узел полировки
Два полировальных круга и два электродвигателя мощностью по 0,37 кВт. |
 |
Автоматическая система смазки
Экономит время на техническое обслуживаем станка, гарантирует своевременную подачу смазки в динамические узлы. Осуществляется смазка следующих узлов станка: конвейер подачи деталей, узел прифуговки, узел торцовки. |
 |
Электрокомпоненты ABB Швейцария, Schneider Electric (Франция) |
 |
Моторизированный подъем-опускание прижимной балки |

| Основные | |
|---|---|
| Страна производитель | Китай |
| Состояние | Новое |
| ЧПУ | Нет |
| Производитель | Schneider Electric |
| Толщина кромкооблицовочной ленты | 0,4-3 мм |
| Рабочее давление | ≥ 0,7 Мпа |
| Ширина кромкооблицовочной ленты | 12-65 мм |
| Диаметр пылевсасывающего отверстия | Ø100 мм×5 |
| Толщина плиты | 10-60 мм |
| Общая мощность | 20 кВт |
- Цена: Цену уточняйте